INJECTED GALVANIZATION
Why galvanization
The most reasonable and absolute solution in protecting iron and steel against corrosion is covering the material with hot-dip galvanization method. Iron-based materials are affected by the atmospheric environment in which they take place, lose their physical and chemical characteristics in course of time and thus suffer corrosion. This situation is a chemical reaction which not only causes visual pollution, but also leads to metal corrosion and decay in materials. Different protective methods are applied on metal surfaces in order to keep the metal away from outside influences against corrosion. But the zinc covering, namely, galvanized covering, is the safest and longest-standing one among all these metal covering methods. The hot-dip galvanization, in other words, the most common galvanization method, is preferred more, due to following reasons:
1. Long-lasting,
The hot-dip galvanization protects against corrosion for more than 40 years under normal conditions. It provides protection for more than 25 years even under heavy conditions (for example, at the seaside).
2. Enduring,
The covering material and zinc establish a metallurgical connection and the alloy layer occurring on the material surface provides a resistant covering against outside influences.
3. Economic,
4. Doesn't require maintenance,
The hot-dip galvanized steel surfaces don't require maintenance for a long time, because metal covering would protect the steel from impacts, scratches and corrosion for a long time.
5. Ideal for Gaps and Corners,
Critical points (interior spaces, sharp corners, cutting spots, bore surfaces, gaps, etc.) which can't be reached through other methods can be reached by dip galvanization.
6. Provides time saving,
The hot-dip galvanized surfaces can be used immediately after the application.
7. Looks Beautiful and Aesthetic,
It has a certain aesthetic attraction. The covering surface, initially with a bright metallic color and a two-dimensional crystal appearance, becomes dull in time and turns into a surface with homogeneous dull grey color. It doesn’t require extra painting.
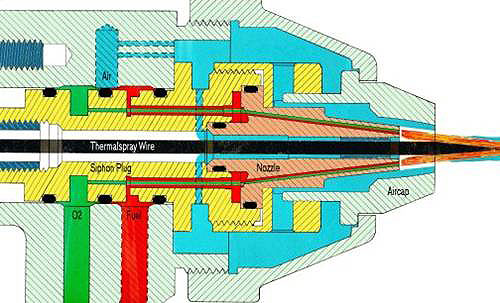
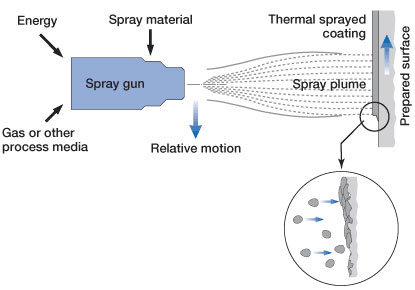
The thermal arc spray metalizing method is applied as follows:
1) Metal surfaces are purified from all dirt and corrosion with the grid or marble sandblasting method and thus a clean surface consisting of small pores is established in the main body of metal.
2) Zinc (Zn), the zinc – aluminum alloy (85% Zn-15% Al) wires are melted and condensed, and then sprayed into the porous surface which is established following the sandblasting of steel part in the form of particles with high pressure air which is pumped from the compressor through the spray gun. Thus all the gaps on metal surface are filled and a smooth surface is obtained.
3) A very strong connection establishes between the metal and alloy in this covering process which is performed this way with a long working life of nearly 30-35 years.
4) Afterwards, you can paint your material in any color you want or use it in its original metallic color.
In Turkey, our company is among those that have firstly applied the thermal arc spray metalizing technology, which was initially used in the US, which has been used in many developed countries in the world but which is new in our country. The thermal arc spray metalizing is the most effective covering method that can be applied on all parts which aren’t suitable for hot-dip galvanization. The dip galvanization or epoxy paint have been and are being generally used in Turkey until now in order to protect metals. But our country needs an alternative technology due to certain disadvantages related to the dip galvanization.
These disadvantages can be listed as follows:
1) The galvanization cannot be applied on geometrically unshaped, very wide or long materials, as they don’t fit the galvanization pool. But the thermal arc spray metalizing method can be applied on all materials without any restriction on width or length.
2) As thick materials with small wall thickness are exposed to high temperature (450 C) for a long time in dip galvanization, they are damaged physically and chemically. This is an undesired situation. But such a problem doesn’t occur in the thermal arc spray metalizing method, because the melted covering material is pasted on the surface through high pressure air, after the surface of material is cleansed with the sandblasting method. Accordingly, the element exposed to high temperature isn’t the material to be covered, but the covering material. So any physical or chemical deterioration doesn’t occur on the material to be covered.
3) The hot-dip galvanization equipment isn’t common, but expensive. The logistic of method might create problems. Furthermore, parts should be dismounted and brought to a galvanization factory, but the galvanization equipment is simpler and it can be easily installed and used on the field as well in thermal arc spray metalizing applications.







REQUIRED COVERING THICKNESSES IN ACCORDANCE WITH TS-914 STANDARDS
CLASS OF MATERIAL |
MATERIAL THICKNESS (mm) |
AVERAGE COVERING WEIGHT (gr/m2) |
COVERING WEIGHT (micron) |
STEEL PARTS |
5 mm and above |
610 |
85 |
Thicker than 2 mm – thinner than 5 mm |
460 |
65 |
|
Thicker than 1 mm – thinner than 2 mm |
335 |
47 |
ENVIRONMENT |
THICKNESS LOSS AMOUNT (gr/m2) |
Out-of-town |
7-15 |
Inner city |
20-40 |
Seaside |
20-50 |
Industrial environment |
40-80 |